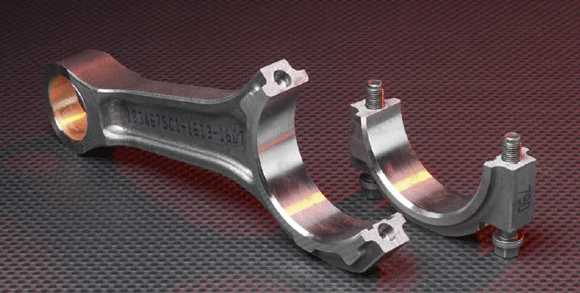
Metaldyne生产的粉末锻造汽车连杆
最早的这种发展是在1970年代商业上引入的粉末锻造,这是一种混合技术,涉及通过传统的压模/烧结粉末冶金生产预成型件,然后使用闭模热锻将其固结到接近全密度的方法。
粉末锻造的早期市场应用主要是大直径的环形零件,尤其是用于自动变速器的环形零件,但是在过去的几十年中,该技术已越来越多地与汽车连杆的生产相关联。
粉末锻造已在批量生产中开发出了公认的能力,可提供高强度和高性能。然而,与常规的压制/烧结粉末冶金方法相比,这是以更高的成本和减小的尺寸公差控制为代价的,因此,最近的发展集中在常规方法的更紧密对准的演变上。
在压实,烧结或烧结后处理的各个阶段,都可以提高密度。
现在有几种压实工艺开发可用于提供更高的生坯密度:
对于不需要薄而脆弱的冲头的零件几何形状,可以将压实压力从正常的最大600 MPa增加到大约1,000 MPa,从而提高了生坯密度。
这涉及将粉末和压实工具都加热到150 ° C 左右。升高的温度降低了铁粉的流动应力,并使生坯密度增加了0.2 g / cm 3。
这是“热压实”的最新版本,其中仅将工具预热至约95 ° C
这涉及对上冲头的反复高速锤击。同样,该方法将不适用于包含薄而易碎的冲头的工具。
通过消除粉末混合物中的混合润滑剂(以及压实零件中润滑剂所占的体积),可以实现更高的生坯密度。商业模具润滑系统现已投入运行。这里的几何约束是必须在压实周期的模具填充阶段使所有相关的工具表面暴露以进行润滑。
增加烧结密度的选择包括:
通过使用更细的粉末添加物来激活固相烧结,例如现在在某些黑色粉末冶金混合物中使用“超细”镍元素添加物
使用母合金添加物在烧结过程中形成液相
铁在烧结温度下的自扩散在铁素体相中比在奥氏体相中快100倍。因此已经开发出包含铁素体稳定元素(例如Mo含量高达3%)的材料变体。
美国马萨诸塞州Wrentham的Capstan Atlantic公司的这种PM钢齿轮装置在大批量商用机器打印机中使用,获得了MPIF奖。两种成分的芯密度均为7.3 g / cm 3,辊压致密后,表面密度达到7.8 g / cm 3(图片由MPIF提供)
尽管严格地说,粉末锻造和喷丸硬化都可以视为此类中的例子,但引起最多关注的烧结后致密化过程涉及通过局部冷变形进行选择性表面致密化。
该方法最广泛采用的变型涉及使用网眼滚动工具对烧结的预成型坯的表面层进行冷轧,以在直接表面上产生全密度,并在表面以下产生密度梯度。
该过程主要针对具有更高性能水平的粉末冶金齿轮模的生产。
 手机网站
手机网站
 微信联系人二维码
微信联系人二维码